

部分区域订单满500
免运费
当前位置:首页 > 技术支持
全部产品
工业软管
高压油管
模具软管
塑料软管
复合软管
金属软管
测压软管
硅胶管
生物制药
工业接头
液压接头
流体配套
技术支持
压接或型锻?
发布时间:2022-09-13 点击次数:222
无论软管用于何种应用,压接和/或型锻工艺都是软管组件的关键方面。“压接”和“型锻”这两个术语通常用于描述径向压缩过程,该过程使圆形物体变形和成形,从而减小它们的直径。这些术语很容易混淆,因此有时可以互换使用。 [1] 由于存在应使用每个过程的特定情况,因此了解两者之间的区别很重要。

软管组件
工业软管是由软管、接头、接头、套圈和阀杆组成的组件,参见图 1。为了将该组件安全地固定到切割软管长度,通常使用以下两种工艺之一:型锻或压接。两者之间的基本区别在于,当套圈向接头移动时,型锻工艺会减小套圈尺寸,而压接会改变软管整个圆周的形状。 [2] 要了解应该使用哪个流程,针对哪个应用程序,最好详细查看它们。
型锻工艺
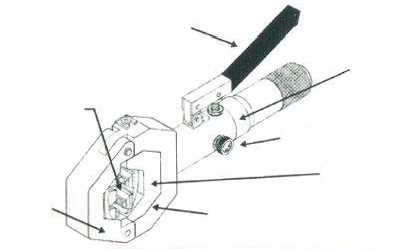
锻造包括快速连续的锤击,用于形成和减小金属的直径。一般来说,它会修改线材或棒材;在软管行业,型锻涉及将软管及其配件缓慢地推过一组固定的模具。模具打开和关闭迅速减小套圈的直径,同时将软管压缩到阀杆锯齿中,最终改变接头的形式,将其永久连接到软管上,[3] 参见图 2。以下是基本型锻程序. 有关 swager 的具体说明,请参阅相应的操作员手册。
标记软管以确保正确插入联轴器的深度。
使用轻质油润滑软管的内径。
请参阅产品特定数据表,为要锻造的每个接头和软管组合选择特定的推杆和模具。
将正确的模具和推杆插入型锻机。
用轻质油薄膜润滑模具的内孔表面。
将软管组件穿过模具并将软管和接头固定到推进器中。开始锻造。
当推杆在模具上触底时,型锻完成。 [4]

在处理流体或气体传输时,管件保持力对于降低事故或伤害风险非常重要。正确使用型锻机对于确保在软管组件的整个生命周期内保持正常运行时间是必要的。有效的型锻还有助于减少由泄漏和其他与软管接头相关的问题引起的维护问题。 [3]
锻造的其他好处包括:
加速组装——配件可以连接到各种其他组件,包括电缆、管道、软管、软管和杆。
使用更少的材料——当材料被锤击时,它会纵向移动,而不是被切掉。
节省劳动力——一个操作员可以照看几台装有进料器和材料处理系统的机器。
壁厚控制——通过使用心轴,型锻允许操作员在整个过程中更好地控制壁厚。[6]
有各种各样的型锻机可用于处理不同的过程。流体动力工程师选择的型锻产品通常取决于与软管制造商的规格最兼容的机器。原始设备制造商通常会建议在其软管和接头产品上使用一家制造商的型锻机,因为型锻机是为特定的产品线设计的。如果型锻工艺未按照 OEM 的规范配置,软管组件的混合和匹配元件可能会导致问题。 [7]
压接工艺
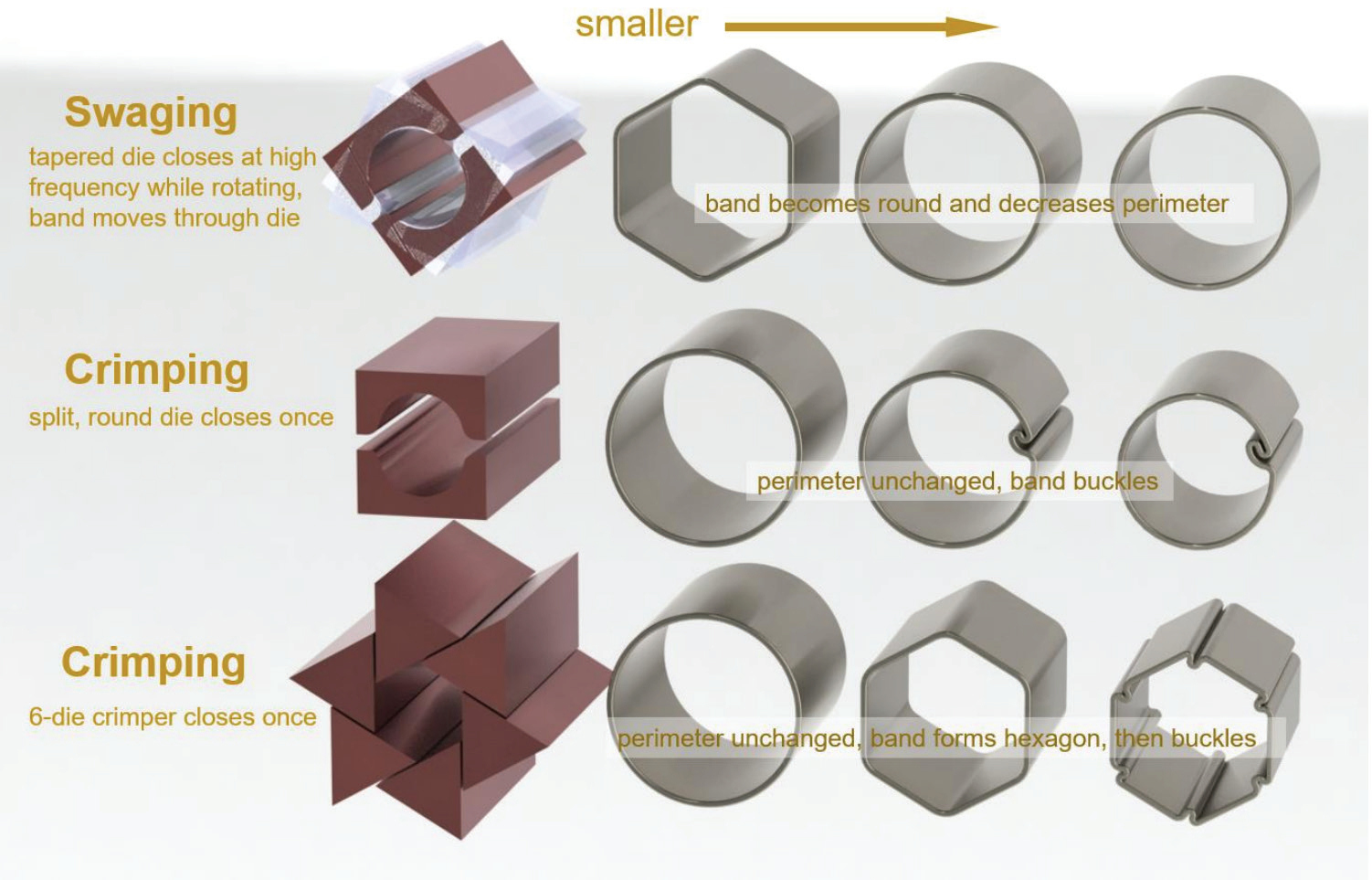
类似地,软管压接器用于将可变形金属配件与柔性软管连接起来。压接过程可以使用动力和非动力工具完成,从简单的手持设备到专为精确和大批量运行而设计的独立式机器。为了实现连接,压接器以 360° 的接触向外径 (OD) 施力。通常,这种压缩只应用一次或最多几次,使用旋转模具防止弯曲。8 最终,这个过程会改变整个长度和圆周的形状。由于压缩是同时发生的,因此需要更大的力来减少套圈,请参见图 3。
以下是一般压接过程的步骤。
使用软管插入深度夹具标记软管的插入深度。
将软管一直推入接头,停在插入深度标记处。
选择合适的模具以匹配软管接头的尺寸。
润滑模具碗,然后将模具放入底板中。
从下方,将软管和配件放入模具中。
将联轴器底部放在模具台阶上,并将模具环放在模具顶部。
朝您的方向拉阀门手柄,直到模环与压接机碗完全接触。
通过将阀门手柄推离您的位置来释放压力,直到模具打开并且完成的组件释放。
压接后,目视检查组件是否存在缺陷并测量压接直径。
根据所使用的压接器,压接过程的某些方面可能会有所不同。 [5]

使用液压软管压接器时,必须将软管末端切成方形并使用正确的软管接头。气动软管压接器设计用于气动软管和定制气动软管组件。这些软管也需要方形端部和配件,但用于工业供气系统。 [8]
在压接和型锻之间进行选择
在考虑哪个流程最适合某个应用程序时,有几个基本问题要问:哪个流程最适合该应用程序?什么是介质、工作压力、温度?应用需要什么类型的配件?
对于石油、石油和复合材料行业,这些问题的答案应引导操作员选择型锻工艺。例如,在钻井现场使用的旋转软管内径为 3 到 4 英寸,可承受高达 5,000 PSI 的压力。这是一个非常耐用的软管,因此需要锻造连接其配件。 [2] 另一方面,工业应用很少使用这种高压额定软管,因此可以将压接作为最可行的选择。
尽管压接机价格昂贵,但它们对自动化很友好,可以集成到任何自动化生产线中,从而使其成为更高效的选择,并且通常被工业软管所追捧;或者,型锻必须是手动操作。 [2]
最后的想法
在选择最适合特定应用的工艺时,向能够全面了解每个装配所需内容的公司寻求建议非常重要。由于有许多不同种类的套圈、接头和软管 ID,以及三者的多种组合,最好让 OEM 使用他们的专业知识来评估应用规格并提出可行的选择。
-
满500免运费
-
国际品牌厂家直供
世界 知名企业 产品直供
-
品种规格齐全
73个大类,2321个小类
-
20000现货
现货产品4点前付款
当天发货