

部分区域订单满500
免运费
当前位置:首页 > 技术支持
全部产品
工业软管
高压油管
模具软管
塑料软管
复合软管
金属软管
测压软管
硅胶管
生物制药
工业接头
液压接头
流体配套
技术支持
波纹金属软管制造:不断发展的工艺延长使用寿命
发布时间:2023-07-02 点击次数:2
在制造软管时,其价值基于其性能与价格的比较。波纹金属软管也不例外,因为使用各种制造方法来制造具有不同性能属性的产品。虽然金属软管曾经被视为对价格敏感的商品,但客户很快意识到他们可以要求更好的产品,通过减少与更频繁更换软管相关的生产时间损失和维护成本来提高价值。
在制造软管时,其价值基于其性能与价格的比较。波纹金属软管也不例外,因为使用各种制造方法来制造具有不同性能属性的产品。虽然金属软管曾经被视为对价格敏感的商品,但客户很快意识到他们可以要求更好的产品,通过减少与更频繁更换软管相关的生产时间损失和维护成本来提高价值。
金属软管制造的历史可以追溯到 100 多年前,当时指导其制造的原理至今仍然适用。可以通过改进工艺和效率或使用更便宜的原材料和制造工艺来实现成本降低。然而,偷工减料通常会导致产品的性能属性较差。因此,波纹金属软管的价值可以从它提供的属性中得出。
波纹软管属性
承压能力
承压能力指定软管可以承受多少压力(或真空)。最大允许工作压力 (MAWP) 是通过首先确定软管变形或爆裂的压力,然后应用安全系数得出 MAWP 来确定的。对于编织波纹金属软管,MAWP 通常是爆破压力的 1/4,因此提供 4:1 的安全系数。对于真空应用,波纹金属管具有出色的抗塌陷或扭结能力。与非金属软管不同,波纹金属软管对通过软管壁的介质渗透具有更大的抵抗力,使其成为转移危险或易燃/可燃介质的理想选择。
灵活性
柔韧性是产品最小弯曲半径(MBR)的函数,MBR是软管在不损失性能的情况下可以弯曲的最小半径。不同的应用可能需要不同方面的灵活性。例如,某些应用需要软管来适应急剧弯曲或在狭窄的占地面积内安装。其他应用可能不需要紧密弯曲,而是需要具有高循环寿命的软管来抵抗频繁弯曲的影响。
另一个方面是柔韧性 - 弯曲软管所需的努力 - 当软管在连接或断开过程中必须易于操纵到位时,这一点尤其重要。增加柔韧性有助于避免工人疲劳并提高安全性,特别是在驳船装卸等大直径软管常见的应用中。
耐腐蚀性
金属软管有多种合金可供选择,每种合金都能抵抗它们可能在内部或外部接触的一系列化学品。重要的是要确定软管组件可能接触的任何化学品(以及这些化学品的温度和浓度),以便选择耐腐蚀的软管合金。
价格
虽然每个人都想为产品支付最低的价格,但优质产品和以较低价格出售的产品在性能和安全性方面可能存在明显差异。成型方法、波纹几何形状、壁厚、编织结构、原材料质量和许多其他变量都会对组件的循环寿命产生重大影响。价格较低的产品可以使用廉价的金属成型技术制造,但成品通常需要更频繁的更换,随着时间的推移,这会增加拥有成本。
波纹金属软管制造
大多数波纹金属软管是通过首先形成薄壁柔性管来制造的,该软管引入了波纹,以使管子弯曲而不会扭结。然后在外部添加一层或多层钢丝编织层,使软管能够承受更高的工作压力。最后,通常将配件焊接到每个软管末端以制作成品组件。
波纹可以使用几种不同的内部和外部工艺形成。在内部成型中,波纹通常是通过将管向外扩展为控制最终波纹几何形状的外部模具来形成的。通过外部成型,应用于管外部的工具形成波纹。波纹可以是环形的(每个波纹单独形成)或螺旋形(其中一个波纹沿着软管的长度螺旋上升)。机械成型的螺旋金属软管由于其刚度、低循环寿命和压力引起的扭转应力,如今几乎已经过时了。
使用不同的名称来指定所采用的成型工艺,但某些成型方法在成型过程中比其他方法给管子施加更大的应力。尽管有人提出相反的说法,但这些过大的残余应力对软管总成的柔韧性和最终使用寿命有重大影响。
制造方法
机械成型方法通常由围绕管子旋转的外部模具组成,迫使管子向下形成波纹之间的山谷;这个过程被广泛使用,因为它具有成本效益。大多数机械成型工艺导致软管具有集中的残余应力,从而缩短了循环寿命。
液压成形工艺使用加压水从内部形成波纹,其中水在整个波纹型材中更均匀地分布成形应力。在液压成型过程中,被成型的管材在内部用水加压,直到管子膨胀成轴向移动的成型模具,以设置波纹的最终几何形状。虽然它可以说是形成波纹软管的最佳方式,但成本必须通过延长组件的使用寿命来提供价值,同时减少停机时间和维护成本。由于液压成型软管在成型过程中壁薄较少,因此可以使用壁稍薄的材料制造管子,这有助于延长循环寿命,同时保持与厚壁产品相当的工作压力。
液压(又名“凸块”)成型是一种机械成型工艺,其中柔性圆柱形橡胶片被压缩在正在成型的金属管内,导致橡胶凸出进入管内。这导致管子膨胀成外部成型模具,然后迫使波纹形成最终形式。需要内部润滑以防止成型橡胶的冲击,这可能需要额外的清洁。虽然液压成型和液压成型都是内部成型工艺,但凸块成型产生的产品具有不同的性能属性、较短的软管长度和潜在的污染物,见图3。
一旦波纹管形成,它就会被编织以提供对高压的抵抗力。编织结构必须经过精心设计,以促进最大的压力保持,同时保护软管免受损坏。通常,更密集的编织设计比稀疏编织包提供更好的性能属性,稀疏编织包可以磨掉它要保护的软管。当加压介质流过软管时,这种现象会被放大,这会导致随着系统压力的增加,管子周围的编织层会收紧。编织层必须始终紧贴软管,因此购买预编织软管可以大大简化焊接接头附件的软管准备工作。
虽然可以使用其他成型方法,但这些生产方法是最常见的。
结语
虽然重要的是要了解这些不同的成型方法产生的产品具有显着不同的性能属性,但如何将软管制造成成品组件也会极大地影响其使用寿命。
制造商还应建立质量管理体系,以确保一致的产品质量,同时提供实施改进和效率的工具。波纹金属软管组件只有在使用先进的成型方法与焊接组件的熟练制造商进行适当设计和制造的情况下才能提供最大价值。
金属软管制造的历史可以追溯到 100 多年前,当时指导其制造的原理至今仍然适用。可以通过改进工艺和效率或使用更便宜的原材料和制造工艺来实现成本降低。然而,偷工减料通常会导致产品的性能属性较差。因此,波纹金属软管的价值可以从它提供的属性中得出。
波纹软管属性
承压能力
承压能力指定软管可以承受多少压力(或真空)。最大允许工作压力 (MAWP) 是通过首先确定软管变形或爆裂的压力,然后应用安全系数得出 MAWP 来确定的。对于编织波纹金属软管,MAWP 通常是爆破压力的 1/4,因此提供 4:1 的安全系数。对于真空应用,波纹金属管具有出色的抗塌陷或扭结能力。与非金属软管不同,波纹金属软管对通过软管壁的介质渗透具有更大的抵抗力,使其成为转移危险或易燃/可燃介质的理想选择。
灵活性
柔韧性是产品最小弯曲半径(MBR)的函数,MBR是软管在不损失性能的情况下可以弯曲的最小半径。不同的应用可能需要不同方面的灵活性。例如,某些应用需要软管来适应急剧弯曲或在狭窄的占地面积内安装。其他应用可能不需要紧密弯曲,而是需要具有高循环寿命的软管来抵抗频繁弯曲的影响。
另一个方面是柔韧性 - 弯曲软管所需的努力 - 当软管在连接或断开过程中必须易于操纵到位时,这一点尤其重要。增加柔韧性有助于避免工人疲劳并提高安全性,特别是在驳船装卸等大直径软管常见的应用中。
耐腐蚀性
金属软管有多种合金可供选择,每种合金都能抵抗它们可能在内部或外部接触的一系列化学品。重要的是要确定软管组件可能接触的任何化学品(以及这些化学品的温度和浓度),以便选择耐腐蚀的软管合金。
价格
虽然每个人都想为产品支付最低的价格,但优质产品和以较低价格出售的产品在性能和安全性方面可能存在明显差异。成型方法、波纹几何形状、壁厚、编织结构、原材料质量和许多其他变量都会对组件的循环寿命产生重大影响。价格较低的产品可以使用廉价的金属成型技术制造,但成品通常需要更频繁的更换,随着时间的推移,这会增加拥有成本。
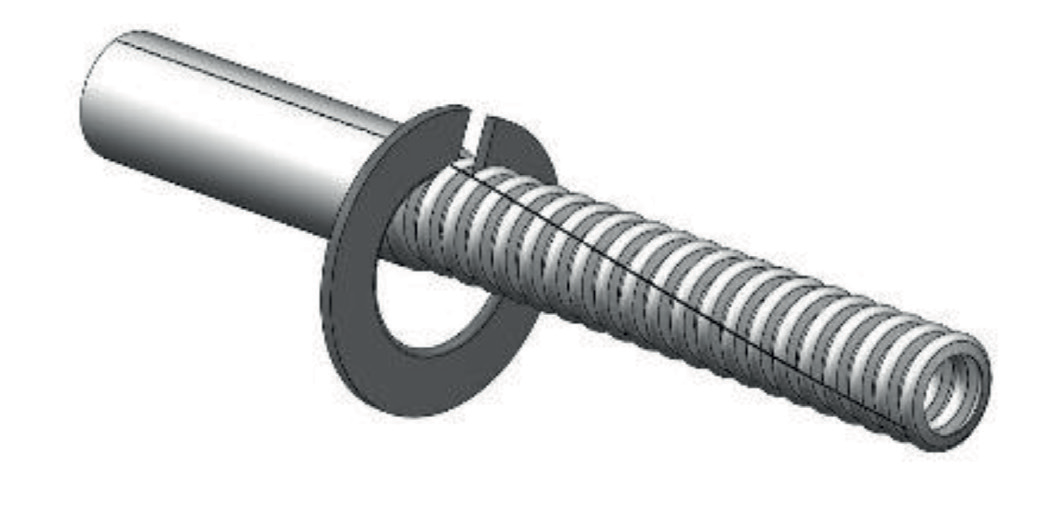
图1:传统机械成型。
买家还必须确保产品符合他们的期望。例如,一家外国制造商为其 3/4“ 内径 (I.D.) 软管提供了极具吸引力的价格,但该产品实际上只有 5/8” 内径。进口产品可能不符合国内标准和规范。
波纹金属软管制造
大多数波纹金属软管是通过首先形成薄壁柔性管来制造的,该软管引入了波纹,以使管子弯曲而不会扭结。然后在外部添加一层或多层钢丝编织层,使软管能够承受更高的工作压力。最后,通常将配件焊接到每个软管末端以制作成品组件。
波纹可以使用几种不同的内部和外部工艺形成。在内部成型中,波纹通常是通过将管向外扩展为控制最终波纹几何形状的外部模具来形成的。通过外部成型,应用于管外部的工具形成波纹。波纹可以是环形的(每个波纹单独形成)或螺旋形(其中一个波纹沿着软管的长度螺旋上升)。机械成型的螺旋金属软管由于其刚度、低循环寿命和压力引起的扭转应力,如今几乎已经过时了。
使用不同的名称来指定所采用的成型工艺,但某些成型方法在成型过程中比其他方法给管子施加更大的应力。尽管有人提出相反的说法,但这些过大的残余应力对软管总成的柔韧性和最终使用寿命有重大影响。
制造方法
机械成型方法通常由围绕管子旋转的外部模具组成,迫使管子向下形成波纹之间的山谷;这个过程被广泛使用,因为它具有成本效益。大多数机械成型工艺导致软管具有集中的残余应力,从而缩短了循环寿命。
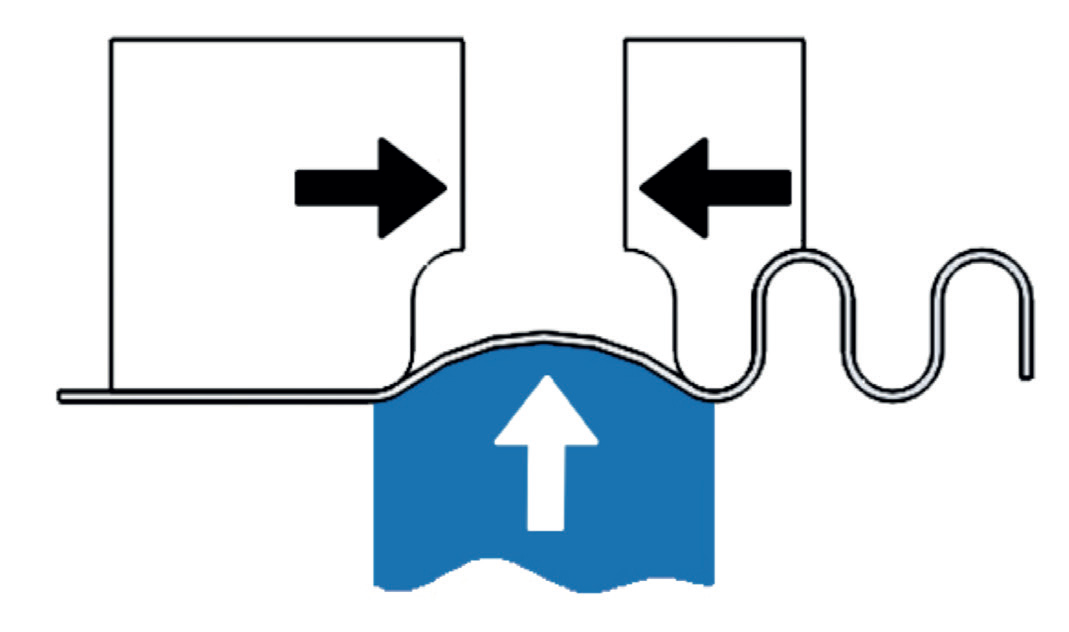
图 2:液压成型工艺。
旋转工具在成型过程中也会给管子施加扭转应力。通过检查管子的接缝焊缝可以很容易地观察到这一点,在波纹过程中,管子在软管周围扭曲,见图1。对于机械成型方法,必须使用较重的壁管来承受外部工具施加的应力。一些制造商引入了低应力机械成型方法(波峰焊接软管、压接成型等),以最大限度地减少这些成型应力,并比传统机械成型提高循环寿命。
液压成形工艺使用加压水从内部形成波纹,其中水在整个波纹型材中更均匀地分布成形应力。在液压成型过程中,被成型的管材在内部用水加压,直到管子膨胀成轴向移动的成型模具,以设置波纹的最终几何形状。虽然它可以说是形成波纹软管的最佳方式,但成本必须通过延长组件的使用寿命来提供价值,同时减少停机时间和维护成本。由于液压成型软管在成型过程中壁薄较少,因此可以使用壁稍薄的材料制造管子,这有助于延长循环寿命,同时保持与厚壁产品相当的工作压力。
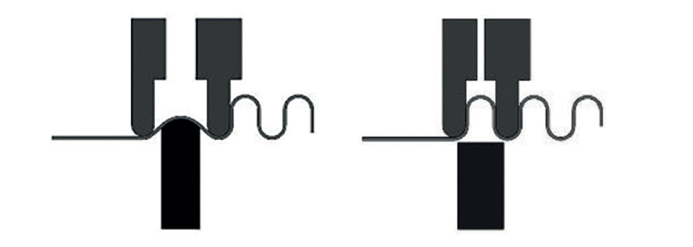
液压(又名“凸块”)成型是一种机械成型工艺,其中柔性圆柱形橡胶片被压缩在正在成型的金属管内,导致橡胶凸出进入管内。这导致管子膨胀成外部成型模具,然后迫使波纹形成最终形式。需要内部润滑以防止成型橡胶的冲击,这可能需要额外的清洁。虽然液压成型和液压成型都是内部成型工艺,但凸块成型产生的产品具有不同的性能属性、较短的软管长度和潜在的污染物,见图3。
一旦波纹管形成,它就会被编织以提供对高压的抵抗力。编织结构必须经过精心设计,以促进最大的压力保持,同时保护软管免受损坏。通常,更密集的编织设计比稀疏编织包提供更好的性能属性,稀疏编织包可以磨掉它要保护的软管。当加压介质流过软管时,这种现象会被放大,这会导致随着系统压力的增加,管子周围的编织层会收紧。编织层必须始终紧贴软管,因此购买预编织软管可以大大简化焊接接头附件的软管准备工作。
虽然可以使用其他成型方法,但这些生产方法是最常见的。
结语
虽然重要的是要了解这些不同的成型方法产生的产品具有显着不同的性能属性,但如何将软管制造成成品组件也会极大地影响其使用寿命。
图 3:液压成型。
正确的焊接技术对于组件的最终性能至关重要:焊缝必须清洁、清除,并具有适当的焊缝轮廓和热量输入,以防止由于金属疲劳或腐蚀而导致过早失效。在选择供应商时,请验证他们的焊工是否已通过ASME锅炉和压力容器规范第九节的认证,更重要的是,验证他们是否接受过软管制造商的培训,以掌握将薄壁软管正确焊接到较重壁端配件所需的技能。
制造商还应建立质量管理体系,以确保一致的产品质量,同时提供实施改进和效率的工具。波纹金属软管组件只有在使用先进的成型方法与焊接组件的熟练制造商进行适当设计和制造的情况下才能提供最大价值。
-
满500免运费
-
国际品牌厂家直供
世界 知名企业 产品直供
-
品种规格齐全
73个大类,2321个小类
-
20000现货
现货产品4点前付款
当天发货