

部分区域订单满500
免运费
当前位置:首页 > 技术支持
全部产品
工业软管
高压油管
模具软管
塑料软管
复合软管
金属软管
测压软管
硅胶管
生物制药
工业接头
液压接头
流体配套
技术支持
酿酒厂专用软管如何提升饮料生产效率与安全性?| Continental卫生软管解决方案
发布时间:2026-01-30 点击次数:4
专业酿酒软管如何提升饮料生产安全与效率?了解Continental食品级软管的CIP兼容性、FDA/USDA/3-A认证优势,以及HoseMan的全生命周期服务方案。获取软管选购指南与维护建议。
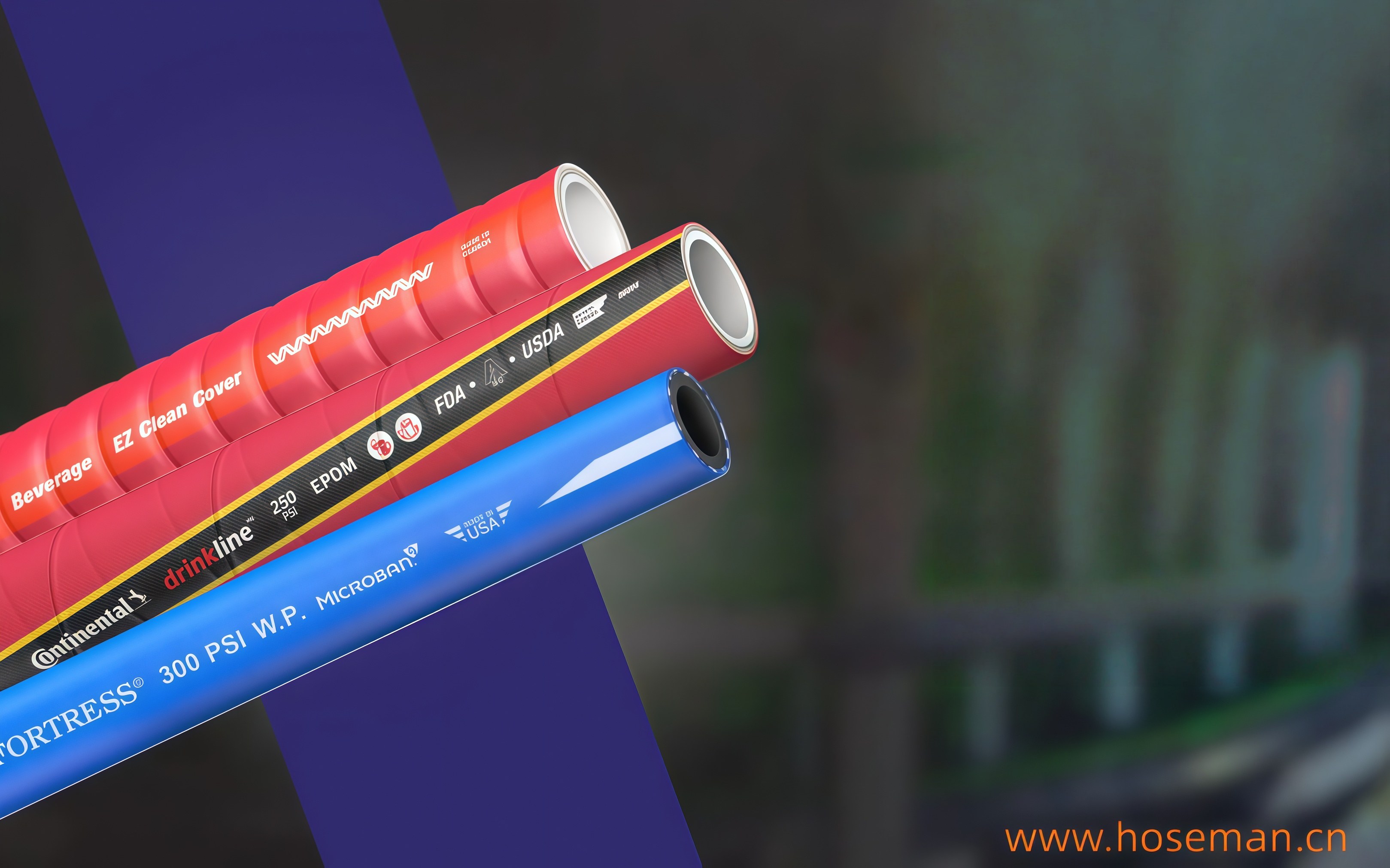
软管在饮料生产中的关键作用
在啤酒、葡萄酒、果汁及烈酒生产过程中,产品纯度是决定品质的生命线。从原料处理、发酵酿造到成品灌装,每一个输送环节都直接影响最终产品的口感、安全与一致性。选择专业的酿酒厂软管不仅是设备选择问题,更是保障品牌声誉和消费者健康的重要决策。
一、为什么饮料生产必须使用专用酿酒软管?
1.1 防止交叉污染与风味迁移
① 无增塑剂设计:避免化学物质渗出影响饮品原味
② 光滑内衬表面:减少残留物附着,降低微生物滋生风险
③ 材料兼容性:专用化合物防止酒精、酸性果汁引起的降解
1.2 适应高强度生产环境
① 高频清洗耐受:承受每日CIP(原位清洗)化学冲击
② 温度稳定性:在高温清洗与低温灌装间保持性能稳定
③ 机械强度:满足高流量输送与管道弯曲的物理要求
1.3 合规性保障
① 国际标准认证:符合FDA(美国食品药品监督管理局)、USDA(美国农业部)、3-A卫生标准
② 全球通用性:满足出口产品的国际生产规范要求
③ 可追溯体系:完整生产记录确保质量责任明晰
二、Continental酿酒厂软管的核心技术优势
2.1 专利内衬技术
① 超光滑食品级表面:粗糙度低于0.8µm,确保液体流畅通过
② 味觉中性认证:通过第三方实验室感官测试,不传递任何异味
③ 抗菌设计:抑制常见微生物在管壁附着繁殖
2.2 全方位CIP兼容性
① 化学耐受范围:适应pH 1-14的酸碱性清洗剂
② 温度耐受范围:-40°C至+135°C持续工作能力
③ 压力稳定性:工作压力最高达25bar,爆破压力达100bar
2.3 模块化应用设计
|
应用场景 |
软管类型 |
特殊特性 |
|
啤酒酿造 |
BrewMaster系列 |
抗啤酒花树脂附着 |
|
葡萄酒生产 |
VinoFlex系列 |
防单宁酸渗透 |
|
果汁输送 |
JuiceFlow系列 |
耐果酸腐蚀 |
|
烈酒灌装 |
SpiritSafe系列 |
高浓度酒精兼容 |
|
乳制品共用线 |
MultiBeverage系列 |
全产品线通用 |
三、HoseMan增值服务:从产品到解决方案
3.1 专业化组装服务
① 认证压接技术:确保零泄漏连接
② 卫生接头优化:Tri-Clover、DIN、SMS标准配件适配
③ 洁净室组装:Class 1000洁净环境下完成关键部件组装
3.2 全生命周期管理
① 入库检测:每根软管出厂前经过压力、导电性、视觉检测
② 使用期监控:RFID标签实时记录使用时长与清洗次数
③ 预防性更换:基于数据预测最佳更换周期,避免意外停机
3.3 全国仓储网络
① 三大物流中心:华东(上海)、华南(广州)、华北(北京)
② 24小时应急响应:紧急需求4小时内确认方案
③ 零配件库存:常备200+种接头与连接件
四、酿酒厂软管选购决策指南
4.1 四步选择法
① 介质分析:明确输送液体的pH值、温度范围、颗粒物含量
② 工艺审计:记录清洗频率、化学剂类型、压力波动数据
③ 合规确认:核对产品出口国别与行业特殊要求
④ 成本测算:计算总拥有成本(TCO),包括采购、维护、更换费用
4.2 关键参数对照表
|
选购维度 |
普通工业软管 |
Continental专用软管 |
|
内壁光滑度 |
Ra>1.6µm |
Ra<0.8µm |
|
认证标准 |
一般工业标准 |
FDA/USDA/3-A全认证 |
|
CIP兼容性 |
有限兼容 |
全兼容,支持每日高温化学清洗 |
|
使用寿命 |
6-12个月 |
18-36个月(视使用频率) |
|
可追溯性 |
批次追溯 |
单根独立编码,全生命周期追溯 |
五、实际应用案例
5.1 某精酿啤酒品牌升级经验
① 问题:每月因软管污染导致2-3批次产品风味不一致
② 解决方案:更换为Continental BrewMaster系列+CIP优化方案
③ 效果:产品合格率从97.3%提升至99.8%,清洗时间减少35%
5.2 果汁生产企业产能提升
① 挑战:季节性生产需要频繁更换软管适应不同酸性果汁
② 解决方案:采用MultiBeverage通用型软管+HoseMan快速更换服务
③ 成果:产线转换时间从4小时缩短至45分钟,年节省停产损失120万元
六、维护与更换最佳实践
6.1 日常检查清单
① 每周检查:表面有无裂纹、膨胀、硬化现象
② 每月测试:导电性检测确保静电消散功能正常
③ 每季度评估:压力保持测试与内窥镜检查
6.2 更换预警指标
① 清洗次数达到500次循环
② 使用时长超过推荐寿命的80%
③ 压力损失增加15%以上
④ 内壁视觉检测发现任何点状腐蚀
七、常见问题解答
Q1:酿酒软管与普通食品软管有何本质区别?
A1:主要区别在于材料纯度等级、耐酒精腐蚀性、高频CIP耐受性三个方面。酿酒软管需专门针对乙醇、有机酸等特殊介质优化。
Q2:一根软管可以用于所有类型饮料吗?
A2:Continental MultiBeverage系列设计用于啤酒、葡萄酒、果汁等大部分饮品,但高浓度烈酒(>40%vol)仍需专用型号。
Q3:软管认证文件如何验证真伪?
A3:每根Continental软管均有独立二维码,扫描后可查看第三方认证机构原始报告,并可通过官网验证系统核对。
Q4:极端气候地区使用有何注意事项?
A4:针对高温高湿或低温环境,建议选择特殊配方的软管型号,并缩短检查周期30%。HoseMan可提供环境适应性评估服务。
Q5:软管报废后如何处理符合环保要求?
A5:Continental提供软管回收计划,旧管可折价换新,回收材料经处理用于工业制品,实现闭环循环。
结语
在竞争日益激烈的饮料行业,生产细节决定品牌高度。选择合适的酿酒厂软管不仅是设备采购决策,更是构建食品安全体系、提升运营效率、保障品牌价值的重要投资。Continental与HoseMan的组合解决方案,为饮料生产企业提供了从优质产品到专业服务的完整价值链条。
-
满500免运费
-
国际品牌厂家直供
世界 知名企业 产品直供
-
品种规格齐全
73个大类,2321个小类
-
20000现货
现货产品4点前付款
当天发货